Bir üretim hattında çeşitli parçaların üretimi sırasında CNC işleme makinelerinin parçaların
spesifikasyonlarını ne ölçüde sağladığını değerlendirecek bir program yazmanız istenmektedir.
Bunun için aşağıdakine benzer ölçüm listeleri kullanılacaktır. Aşağıdaki örneklerden olcum listesi1 için
listedeki ilk öğe ( HCN ) CNC makinesinin modelini, ikinci öğe ise CNC işleme makinesinde işlenen bir
parçanın standart ölçüsünü (45mm) verir. Listedeki üçüncü ve sonraki öğeler, parçanın üretimi sırasında
alınan ölçümlerdir. Ölçümlerdeki False değerleri doğru ölçüm alınamadığını gösterir.
olcum İistesil - (“HCN”, 45, 45.018, 44.527, 44.727, False, 44.164, 45.011, 45.549, 45.883, 45.282,
44.525, False, 45.63, 45.866, 44.664, 44.155, 44.334, 45.045, 45.198, 44.834, 45.812, 44.542, 44.603)
olcum İistesi2 - |“VCN”, 55, 55.443, 55.468, False, 55.135, 55.492, 55.815, False, 55.291, 55.908,
55.911, 55.021, 55.445, False, 55.909, 55.744, 55.827, 55.213, 55.421, 55.785, 55.835, 55.386, 55.848,
55.174)
Programınız, değerlendirdiği CNC işleme makinesi bir parçayı üretirken parça için tanımlanan standart
ölçüden ne derece sapma gerçekleştiğini belirlemelidir. Bu amaçla yazacağınız programda;
-
Parça üretimi sürecinde kaydedilen ölçümlerden ilk kez gerçekleşen 10 ardışık ölçümü içerecek yeni
bir listeyi (10 elemanlı) belirleyen listeyi duzenle() isimli bir fonksiyon yazmanız,
-
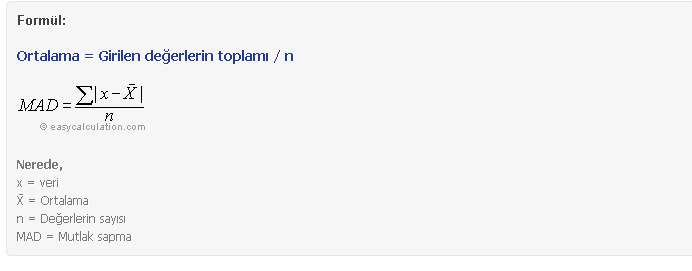
Belirlenen bu yeni liste üzerinden standart ölçüden sapmaların ortalamasını hesaplayan
ortalama sapma hesapla|) isimli bir fonksiyon yazmanız,
-
Bu yeni listedeki 10 ölçüme göre parçanın üretimdeki sapmaların standart sapmasını hesaplayan
std sapmal) isimli bir fonksiyon yazmanız gerekmektedir.
Örneğin olcum listesi1’de ardışık ve kesintisiz ilk 10 gözlem ikinci False değerinden sonra (listede
gölgelendirilerek işaretlenmiştir) gerçekleşmiştir. Buna göre yazacağınız listeyi duzenle() fonksiyonu
HCN model CNC makinesi için 10 elemanlı (45.63, 45.866, 44.664, 44.155, 44.334, 45.045, 45.198,
44.834, 45.812, 44.542)| ölçüm listesini döndürmelidir. Bu listeyi göndereceğiniz
ortalama sapma hesapla|) fonksiyonu -0.029 mm ortalama sapma değeri (Eşilik 1’deki gibi hesaplanır)
döndürürken, std sapma(l) fonksiyonu 0.5644 mm standart sapma değeri (Eşitlik 2’deki gibi hesaplanır)
döndürmelidir
Programınızın main fonksiyonuna basitçe gösterilmiş hali olcumler İistesi - | '‘HCN’, 45, 45.063,
45.89, …), ‘VCN’, 55, 55.41, 55.74, …), İXNC’, 12.7, 12.5, 13, …),…) olan bir iki boyutlu liste
değerlendirilmesi için gönderilecektir. Programınız kendisine gönderilen iki boyutlu ölçümler listesini
değerlendirip, her bir öğesi İmakine kodu, ortalama sapma, std sapmaj şeklindeki listelerden oluşan iki
boyutlu analiz sonucları listesi oluşturmalıdır. Son olarak, analiz sonucları listesini kullanarak standart
sapması en küçük olan CNC işleme makinesinin kodunu döndürmelidir
Standart sapma : verilerin aritmetik ortalamasını bul, her veri noktasının ortalamadan ne kadar
uzakta oldugunu bulmak icin her veri noktasından ortalamayı cıkartın ve bu farkları kareleyın,
karelerin toplamını bulun, toplamın n-1 e bölümüne kadar olan değeri bulun burana n veri
noktaları sayısıdır, bölümün karekökünü alın.
Online bir OCR ile çevirdim resimden okumakta zorlananlar için. Sadece sondaki standart sapmayı çevirmedi onu da resimden bakabilirsiniz.
Her ne kadar ödevi atıp, şunu çözün gibi bir davranış olsada bu sefer en azından uğraşılmış.
El atın şu ödev kalksın ortadan.
Uğraşacak arkadaşlara kolaylıklar dilerim.
Not: Sadece soruyu biraz düzenledim soran arkadaş adına. Kodun daha düzenlenmeye ihtiyacı var. Adım adım ödev kağıdındaki isterlere göre fonksiyonların düzenlenmesi ve kullandığı formüllerin kontrol edilmesi gerekiyor.